
Here I fit the head tube to the jig with the new oversize locating cones.

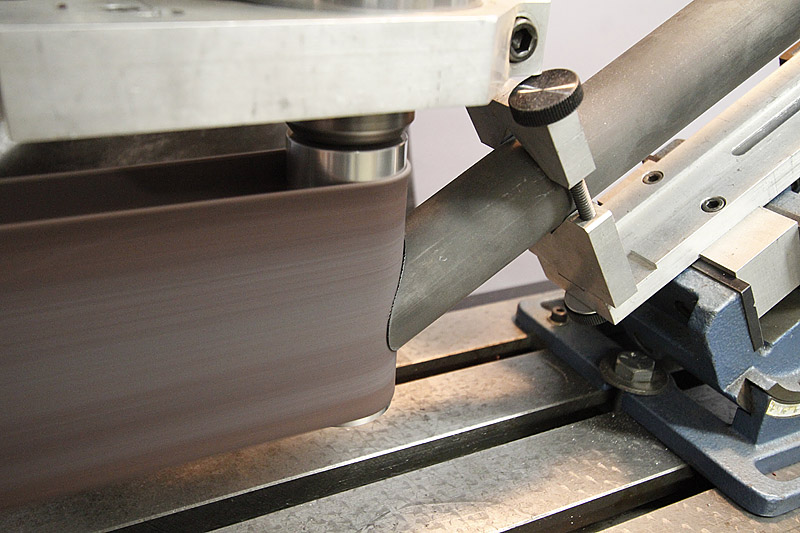
Below you can see the mill mounted belt sander in action cutting the DT to HT joint. I hold a shop vac with a fine particle bag installed next to the belt/tube to catch the carbon and epoxy dust.
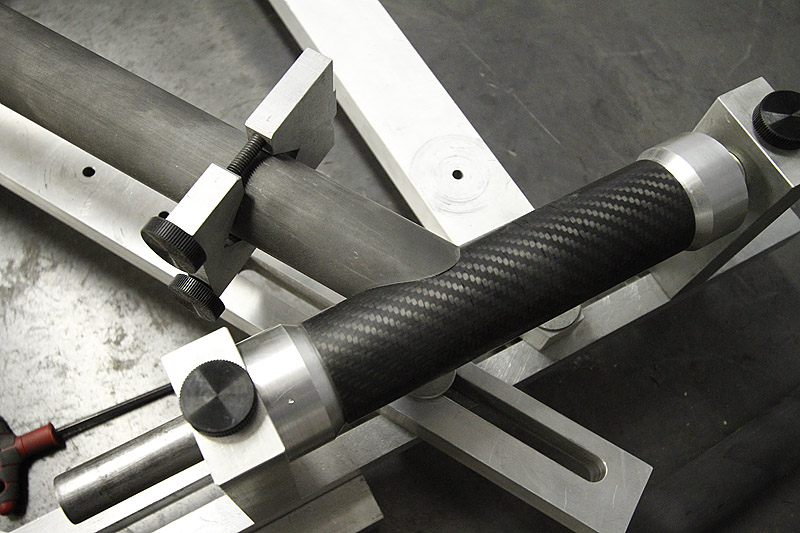
I built the mitering fixture so the tubes could be removed with both the holding blocks locked in place, one on each end of the tube. This allows me to test fit tubes in the jig and return them to the mill in the same location if further cutting is required. Here you can see the DT with it's holding block in the jig.
The finished BB joint with the other miter block shown.

The front triangle fit in the jig. Next step will be to miter and fit the rear end.

No comments:
Post a Comment